Tuned OEE
Tuned OEE
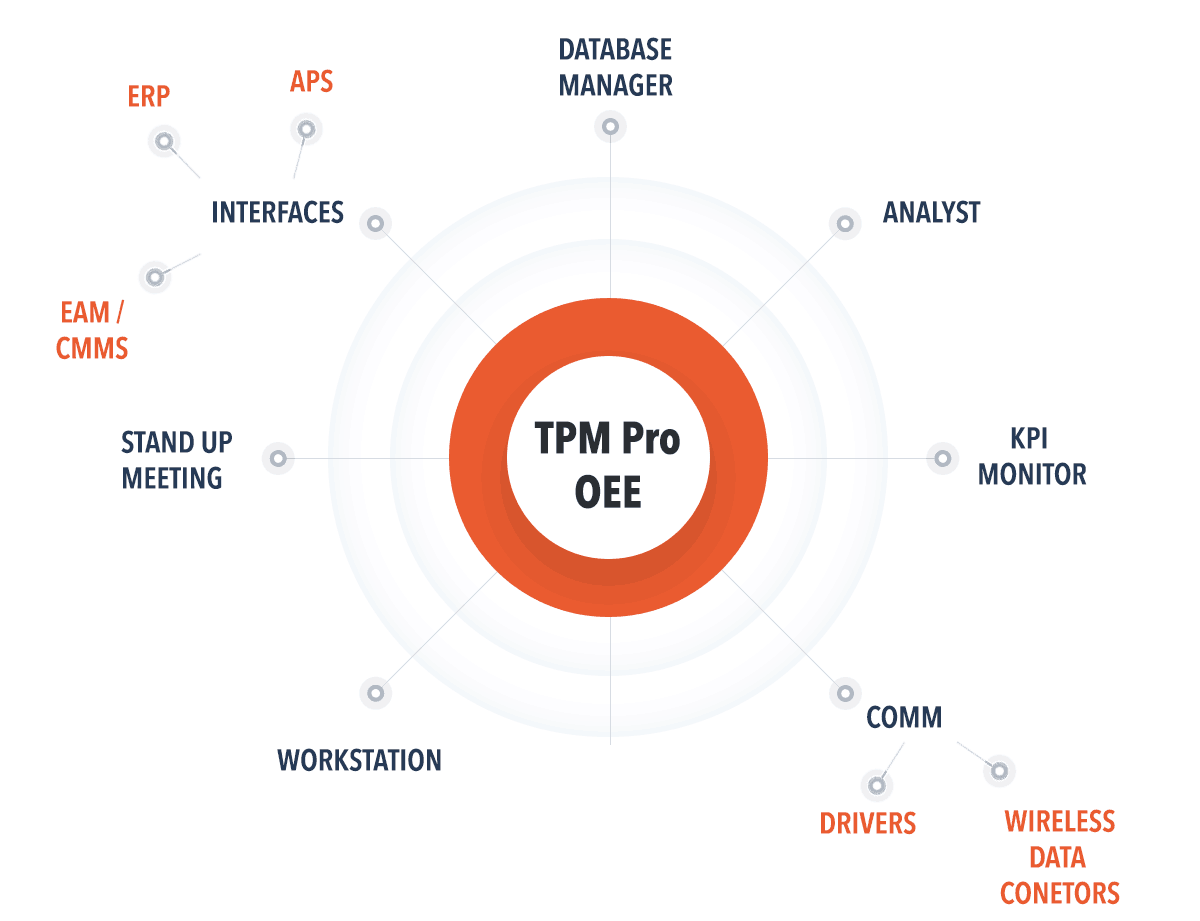
Customized OEE System to get control over all the manufacturing processes and fulfil ERP / MES integration requirements.
All the power of TPM Pro OEE Enterprise plus customized data acquisition, reports and integration with EAM, APS, etc.
Brings your processes to maximum possible OEE
Custom
Reports and graphs
During deployment, reports are generated to strictly comply with what the user needs to watch, and in some cases the form and content of current reports is respected. The reports include graphics, result tables, logos, images and other elements that the user needs to show.
Data entry duplication is not necessary
Often, when more than one system runs at the factory, there are some common identical data at different software applications, and has no sense to fill the same data in more than one. For example, has no sense to record Parts or WOs when they already exist in the ERP. Then, in this case, interfaces eliminate duplication of data entry.
Work Order (WOs) update from ERP/MRP/APS
TPM Pro OEE Tuned can receive WOs created by other software applications at regular intervals or as soon as they are generated. Also, TPM Pro Tuned OEE can give WOs back to be relaunched.
TPM Pro is maximum OEE!
REQUEST DEMOFull real time data acquisition hardware from your processes
Wireless data collectors and a suite of software applications to manage shop floor information, measure processes’ effectiveness and carry out a continuous improvement strategy. No other Suppliers are required as the solution is complete.
Powerful Andon
Wireless data collectors support the connection of 4 -colours tower lights, that being close to the machine, let you know the processes state and the status of the current work order (WO). These towers lights are both, real to watch them at the shop floor and virtual at all our software apps.
Practical and simple Operator interface (GUI)
Operators have a very simple interface that allows them to know what and how they should produce and allows them to inform the news in a friendly way. They should not deal with programs that force them to edit what happened at different intervals of their work, but instead inform them as news is presented. The fine handling of the Declarations also allows them to perform Autonomous Maintenance before informing the System.
Data is only yours
You are the owner of the data base and there are no risks to be seen by anyone else at least you wish to share it. Then, data and reports can be accessed from any device trough internet or intranet.
Error free
Electronic data from the machines eliminate the use of printed forms so typing and transcription errors disappear. Information shows exactly what happens in the factory floor in a clear and easy way to understand.
People involved with productivity
TPM Pro creates empathy and a common language for everybody. OEE, Process States, Losses, Availability, Performance and Quality become in natural words that boost company's profitability.
Full visibility
TPM Pro OEE provides complete visibility of your entire factory and gives you reliable data needed for decision-making. Reports with multiple selection criteria are available with just a pair of clicks.
Get focus
Tree of Losses Multi Level Pareto shows clearly which loss to attack first and may give you a quick idea about return of investments when valorised.
Full real time data acquisition hardware from your processes
Wireless data collectors and a suite of software applications to manage shop floor information, measure processes’ effectiveness and carry out a continuous improvement strategy. No other Suppliers are required as the solution is complete.Powerful Andon
Wireless data collectors support the connection of 4 -colours tower lights, that being close to the machine, let you know the processes state and the status of the current work order (WO). These towers lights are both, real to watch them at the shop floor and virtual at all our software apps.Practical and simple Operator interface (GUI)
Operators have a very simple interface that allows them to know what and how they should produce and allows them to inform the news in a friendly way. They should not deal with programs that force them to edit what happened at different intervals of their work, but instead inform them as news is presented. The fine handling of the Declarations also allows them to perform Autonomous Maintenance before informing the System.Data is only yours
Electronic data from the machines eliminate the use of printed forms so typing and transcription errors disappear. Information shows exactly what happens in the factory floor in a clear and easy way to understand.Error free
You are the owner of the data base and there are no risks to be seen by anyone else at least you wish to share it. Then, data and reports can be accessed from any device trough internet or intranet.People involved with productivity
TPM Pro creates empathy and a common language for everybody. OEE, Process States, Losses, Availability, Performance and Quality become in natural words that boost company's profitability.Full visibility
TPM Pro OEE provides complete visibility of your entire factory and gives you reliable data needed for decision-making. Reports with multiple selection criteria are available with just a pair of clicks.Get focus
Tree of Losses Multi Level Pareto shows clearly which loss to attack first and may give you a quick idea about return of investments when valorised.
1How does TPM Pro work?
The system gathers a set of software applications and hardware (wireless data collectors) necessary to measure the efficiency of machines or production lines electronically and without errors. Knowing the efficiency of the processes minute by minute, you can take effective actions that lead to greater productivity and great savings.
Amount of produced parts and the elapsed time are recorded and visible in real time. Electronically, using sensors connected to our Wireless Data Collectors, times and number of produced parts are determined.
Acquired data is then converted into useful information with the help of an operator that simply performs manual data entry. Operators inform about change of products, stoppages, defective parts, lots, with just a pair of clicks.
The system analyses gathered data and reports:
Amount of produced parts and the elapsed time are recorded and visible in real time. Electronically, using sensors connected to our Wireless Data Collectors, times and number of produced parts are determined.
Acquired data is then converted into useful information with the help of an operator that simply performs manual data entry. Operators inform about change of products, stoppages, defective parts, lots, with just a pair of clicks.
The system analyses gathered data and reports:
- Availability (stoppages and other losses that reduce the available time)
- Performance (machine or line speed and minor stoppages)
- Quality (good and rejected parts by defect)
2What benefits can be expected?
The implementation of TPM Pro generates immediate results by increasing the productivity of the factories.
First, it is increased by the fact of beginning to electronically control the processes and then by the application of Continuous Improvement methodologies guided by the KPIs (Key Performance Index) that it presents in real time.
None of our customers experienced an increase of less than 10% increase in Productivity (measured by OEE) and in most cases the increase reached more than 20% in one year. In all cases, the ROI (Return on Investment) occurred before 6 months.
First, it is increased by the fact of beginning to electronically control the processes and then by the application of Continuous Improvement methodologies guided by the KPIs (Key Performance Index) that it presents in real time.
None of our customers experienced an increase of less than 10% increase in Productivity (measured by OEE) and in most cases the increase reached more than 20% in one year. In all cases, the ROI (Return on Investment) occurred before 6 months.
3What kind of processes can it control?
TPM Pro can control most production processes. In general, you can control any process that results in a part, a unit or a set of produced parts.
Mass production is usually the easiest to control since in these processes there are always sensors that measure what has been produced. For example, packaging or bottling lines, packaging processes, machines or high production lines, etc.
Batch processes can also be controlled, provided there is an electrical signal that indicates their operation. The more automated the process, the easier to measure and control. It is not the right system to measure the efficiency of manual processes.
Mass production is usually the easiest to control since in these processes there are always sensors that measure what has been produced. For example, packaging or bottling lines, packaging processes, machines or high production lines, etc.
Batch processes can also be controlled, provided there is an electrical signal that indicates their operation. The more automated the process, the easier to measure and control. It is not the right system to measure the efficiency of manual processes.
4What type of sensor should I use?
The system requires an electrical signal to indicate a machine cycle. This machine cycle can be a production unit such as 1 meter, 1 liter, 1 piece or a set of parts. The system has multipliers and dividers to convert the input signal into a unit of account.
In general, all machines or production lines already have a sensor that delivers that electrical signal (counter). It can be an optical, inductive type sensor, a relay contact, or taken from an output of a PLC or other control or counting device. Any of these alternatives is useful to use as a digital input to our Data Collectors.
In TPM Pro we have a lot of experience in connecting many different types of processes. Some of them are easy and others give a little more work and even in some cases require some special sensor that we can provide. The capacity of our Data Collectors allows to combine several inputs and create different logics to indicate the operation of the machine or the production of a unit.
In general, all machines or production lines already have a sensor that delivers that electrical signal (counter). It can be an optical, inductive type sensor, a relay contact, or taken from an output of a PLC or other control or counting device. Any of these alternatives is useful to use as a digital input to our Data Collectors.
In TPM Pro we have a lot of experience in connecting many different types of processes. Some of them are easy and others give a little more work and even in some cases require some special sensor that we can provide. The capacity of our Data Collectors allows to combine several inputs and create different logics to indicate the operation of the machine or the production of a unit.
5Why does it use its own hardware?
The reasons are multiple. The characteristics of the data that must be acquired and its treatment are complex. They must deliver packages of refined information that indicate quantities of produced units by intervals and worked times. For this, it is necessary to define Cadence times and Stop Reset times.
Electronic devices such as PLCs are more dedicated to sequencing the operation of the line and controlling some of its variables. Although they were not designed for productivity measurement, a correct programming of them could achieve it. However, PLCs are normally embedded in the production line, and therefore, programming or reprogramming these devices generates downtime and can cause malfunction of the line if an error is made, with the consequent loss of the manufacturer's warranty.
Likewise, the current control devices are wired, most of them with a RS 232/422/485 serial connection or, in the best case, they use a socket from the LAN network. These wiring are always expensive because they require cable streets, work at height, distribution boxes, special mesh to eliminate electrical noise, etc. TPM Pro ZB Wireless Data Acquisition devices solve all these problems from end to end:
Electronic devices such as PLCs are more dedicated to sequencing the operation of the line and controlling some of its variables. Although they were not designed for productivity measurement, a correct programming of them could achieve it. However, PLCs are normally embedded in the production line, and therefore, programming or reprogramming these devices generates downtime and can cause malfunction of the line if an error is made, with the consequent loss of the manufacturer's warranty.
Likewise, the current control devices are wired, most of them with a RS 232/422/485 serial connection or, in the best case, they use a socket from the LAN network. These wiring are always expensive because they require cable streets, work at height, distribution boxes, special mesh to eliminate electrical noise, etc. TPM Pro ZB Wireless Data Acquisition devices solve all these problems from end to end:
- They are Plug & Play
- They do not interfere in the programming of the line (it is outside)
- No wiring required
- Communications do not produce interference or suffer from electrical noise
- They are cheaper than a conventional PLC
- There is no need to deal with different manufacturers / device models
6Who reports what happens during the process?
It is done by the Operator or the Supervisor, since they are the ones who know the most about what happens in the process at all times.
They do it through the TPM Workstation application, which also allows them to know some results of their work, the list of WOs that they must perform and presents all the associated documents related to the current WO (control plans, checklist, plans, configuration sheets, 1 point lessons, etc.).
The way to report or declare news is extremely easy and intuitive. The operator selects the type of declaration and reports the loss.
The TPM Pro workstation is ready for use on both common PCs and industrial tablets with touch screens. Its large buttons and the logic of the declaration allow the information in seconds.
They do it through the TPM Workstation application, which also allows them to know some results of their work, the list of WOs that they must perform and presents all the associated documents related to the current WO (control plans, checklist, plans, configuration sheets, 1 point lessons, etc.).
The way to report or declare news is extremely easy and intuitive. The operator selects the type of declaration and reports the loss.
The TPM Pro workstation is ready for use on both common PCs and industrial tablets with touch screens. Its large buttons and the logic of the declaration allow the information in seconds.
7Can I enter a reason to stop automatically?
Yes. The digital inputs of the Data Collectors can be linked to a particular type of stop.
However, the following clarification is valid here:
Even when the line had a high technological level, automatic stop coding is not recommended because in all cases the information is not enough. For example: a sensor of lack of packaging material could indicate that the line is stopped for this reason… .but why am I missing packaging material? There the reasons can be varied and for the purpose of a good coding of the Losses they should be divided into problems of logistics, supply, defective materials, breaks or blockages of the feeder, failure in the sensor, etc.
However, the following clarification is valid here:
Even when the line had a high technological level, automatic stop coding is not recommended because in all cases the information is not enough. For example: a sensor of lack of packaging material could indicate that the line is stopped for this reason… .but why am I missing packaging material? There the reasons can be varied and for the purpose of a good coding of the Losses they should be divided into problems of logistics, supply, defective materials, breaks or blockages of the feeder, failure in the sensor, etc.
8Does it have connectivity with ERP?
Yes. TPM Pro was successfully integrated with several ERP systems such as SAP, BPCS, JDE, and others less known.
The integration is done bi-directionally, that is, it receives information from the ERP as the Work Orders (WOs) that must be made and TPM Pro returns the result of those WOs at regular intervals or on demand.
This avoids the duplication of data entry, eliminates errors by omission, by typing and by transcription; while the ERP may properly calculate the cost of a production order, know the consumption of raw materials minute by minute, etc.
Likewise, the programming of the production in execution time, corrects the probable errors in which the ERP incurs because it does not know the current state of the lines when launching the MRP run.
The integration is done bi-directionally, that is, it receives information from the ERP as the Work Orders (WOs) that must be made and TPM Pro returns the result of those WOs at regular intervals or on demand.
This avoids the duplication of data entry, eliminates errors by omission, by typing and by transcription; while the ERP may properly calculate the cost of a production order, know the consumption of raw materials minute by minute, etc.
Likewise, the programming of the production in execution time, corrects the probable errors in which the ERP incurs because it does not know the current state of the lines when launching the MRP run.
9Can I view my factory from my smart phone?
Yes. The KPI Monitor web application allows you to see on a PC, a smart phone, a tablet, or any other electronic device with Chrome browser.
1How does TPM Pro work?
The system gathers a set of software applications and hardware (wireless data collectors) necessary to measure the efficiency of machines or production lines electronically and without errors. Knowing the efficiency of the processes minute by minute, you can take effective actions that lead to greater productivity and great savings.
Amount of produced parts and the elapsed time are recorded and visible in real time. Electronically, using sensors connected to our Wireless Data Collectors, times and number of produced parts are determined.
Acquired data is then converted into useful information with the help of an operator that simply performs manual data entry. Operators inform about change of products, stoppages, defective parts, lots, with just a pair of clicks.
The system analyses gathered data and reports:
Amount of produced parts and the elapsed time are recorded and visible in real time. Electronically, using sensors connected to our Wireless Data Collectors, times and number of produced parts are determined.
Acquired data is then converted into useful information with the help of an operator that simply performs manual data entry. Operators inform about change of products, stoppages, defective parts, lots, with just a pair of clicks.
The system analyses gathered data and reports:
- Availability (stoppages and other losses that reduce the available time)
- Performance (machine or line speed and minor stoppages)
- Quality (good and rejected parts by defect)
2What benefits can be expected?
The implementation of TPM Pro generates immediate results by increasing the productivity of the factories.
First, it is increased by the fact of beginning to electronically control the processes and then by the application of Continuous Improvement methodologies guided by the KPIs (Key Performance Index) that it presents in real time.
None of our customers experienced an increase of less than 10% increase in Productivity (measured by OEE) and in most cases the increase reached more than 20% in one year. In all cases, the ROI (Return on Investment) occurred before 6 months.
First, it is increased by the fact of beginning to electronically control the processes and then by the application of Continuous Improvement methodologies guided by the KPIs (Key Performance Index) that it presents in real time.
None of our customers experienced an increase of less than 10% increase in Productivity (measured by OEE) and in most cases the increase reached more than 20% in one year. In all cases, the ROI (Return on Investment) occurred before 6 months.
3What kind of processes can it control?
TPM Pro can control most production processes. In general, you can control any process that results in a part, a unit or a set of produced parts.
Mass production is usually the easiest to control since in these processes there are always sensors that measure what has been produced. For example, packaging or bottling lines, packaging processes, machines or high production lines, etc.
Batch processes can also be controlled, provided there is an electrical signal that indicates their operation. The more automated the process, the easier to measure and control. It is not the right system to measure the efficiency of manual processes.
Mass production is usually the easiest to control since in these processes there are always sensors that measure what has been produced. For example, packaging or bottling lines, packaging processes, machines or high production lines, etc.
Batch processes can also be controlled, provided there is an electrical signal that indicates their operation. The more automated the process, the easier to measure and control. It is not the right system to measure the efficiency of manual processes.
4What type of sensor should I use?
The system requires an electrical signal to indicate a machine cycle. This machine cycle can be a production unit such as 1 meter, 1 liter, 1 piece or a set of parts. The system has multipliers and dividers to convert the input signal into a unit of account.
In general, all machines or production lines already have a sensor that delivers that electrical signal (counter). It can be an optical, inductive type sensor, a relay contact, or taken from an output of a PLC or other control or counting device. Any of these alternatives is useful to use as a digital input to our Data Collectors.
In TPM Pro we have a lot of experience in connecting many different types of processes. Some of them are easy and others give a little more work and even in some cases require some special sensor that we can provide. The capacity of our Data Collectors allows to combine several inputs and create different logics to indicate the operation of the machine or the production of a unit.
In general, all machines or production lines already have a sensor that delivers that electrical signal (counter). It can be an optical, inductive type sensor, a relay contact, or taken from an output of a PLC or other control or counting device. Any of these alternatives is useful to use as a digital input to our Data Collectors.
In TPM Pro we have a lot of experience in connecting many different types of processes. Some of them are easy and others give a little more work and even in some cases require some special sensor that we can provide. The capacity of our Data Collectors allows to combine several inputs and create different logics to indicate the operation of the machine or the production of a unit.
5Why does it use its own hardware?
The reasons are multiple. The characteristics of the data that must be acquired and its treatment are complex. They must deliver packages of refined information that indicate quantities of produced units by intervals and worked times. For this, it is necessary to define Cadence times and Stop Reset times.
Electronic devices such as PLCs are more dedicated to sequencing the operation of the line and controlling some of its variables. Although they were not designed for productivity measurement, a correct programming of them could achieve it. However, PLCs are normally embedded in the production line, and therefore, programming or reprogramming these devices generates downtime and can cause malfunction of the line if an error is made, with the consequent loss of the manufacturer's warranty.
Likewise, the current control devices are wired, most of them with a RS 232/422/485 serial connection or, in the best case, they use a socket from the LAN network. These wiring are always expensive because they require cable streets, work at height, distribution boxes, special mesh to eliminate electrical noise, etc. TPM Pro ZB Wireless Data Acquisition devices solve all these problems from end to end:
Electronic devices such as PLCs are more dedicated to sequencing the operation of the line and controlling some of its variables. Although they were not designed for productivity measurement, a correct programming of them could achieve it. However, PLCs are normally embedded in the production line, and therefore, programming or reprogramming these devices generates downtime and can cause malfunction of the line if an error is made, with the consequent loss of the manufacturer's warranty.
Likewise, the current control devices are wired, most of them with a RS 232/422/485 serial connection or, in the best case, they use a socket from the LAN network. These wiring are always expensive because they require cable streets, work at height, distribution boxes, special mesh to eliminate electrical noise, etc. TPM Pro ZB Wireless Data Acquisition devices solve all these problems from end to end:
- They are Plug & Play
- They do not interfere in the programming of the line (it is outside)
- No wiring required
- Communications do not produce interference or suffer from electrical noise
- They are cheaper than a conventional PLC
- There is no need to deal with different manufacturers / device models
6Who reports what happens during the process?
It is done by the Operator or the Supervisor, since they are the ones who know the most about what happens in the process at all times.
They do it through the TPM Workstation application, which also allows them to know some results of their work, the list of WOs that they must perform and presents all the associated documents related to the current WO (control plans, checklist, plans, configuration sheets, 1 point lessons, etc.).
The way to report or declare news is extremely easy and intuitive. The operator selects the type of declaration and reports the loss.
The TPM Pro workstation is ready for use on both common PCs and industrial tablets with touch screens. Its large buttons and the logic of the declaration allow the information in seconds.
They do it through the TPM Workstation application, which also allows them to know some results of their work, the list of WOs that they must perform and presents all the associated documents related to the current WO (control plans, checklist, plans, configuration sheets, 1 point lessons, etc.).
The way to report or declare news is extremely easy and intuitive. The operator selects the type of declaration and reports the loss.
The TPM Pro workstation is ready for use on both common PCs and industrial tablets with touch screens. Its large buttons and the logic of the declaration allow the information in seconds.
7Can I enter a reason to stop automatically?
Yes. The digital inputs of the Data Collectors can be linked to a particular type of stop.
However, the following clarification is valid here:
Even when the line had a high technological level, automatic stop coding is not recommended because in all cases the information is not enough. For example: a sensor of lack of packaging material could indicate that the line is stopped for this reason… .but why am I missing packaging material? There the reasons can be varied and for the purpose of a good coding of the Losses they should be divided into problems of logistics, supply, defective materials, breaks or blockages of the feeder, failure in the sensor, etc.
However, the following clarification is valid here:
Even when the line had a high technological level, automatic stop coding is not recommended because in all cases the information is not enough. For example: a sensor of lack of packaging material could indicate that the line is stopped for this reason… .but why am I missing packaging material? There the reasons can be varied and for the purpose of a good coding of the Losses they should be divided into problems of logistics, supply, defective materials, breaks or blockages of the feeder, failure in the sensor, etc.
8Does it have connectivity with ERP?
Yes. TPM Pro was successfully integrated with several ERP systems such as SAP, BPCS, JDE, and others less known.
The integration is done bi-directionally, that is, it receives information from the ERP as the Work Orders (WOs) that must be made and TPM Pro returns the result of those WOs at regular intervals or on demand.
This avoids the duplication of data entry, eliminates errors by omission, by typing and by transcription; while the ERP may properly calculate the cost of a production order, know the consumption of raw materials minute by minute, etc.
Likewise, the programming of the production in execution time, corrects the probable errors in which the ERP incurs because it does not know the current state of the lines when launching the MRP run.
The integration is done bi-directionally, that is, it receives information from the ERP as the Work Orders (WOs) that must be made and TPM Pro returns the result of those WOs at regular intervals or on demand.
This avoids the duplication of data entry, eliminates errors by omission, by typing and by transcription; while the ERP may properly calculate the cost of a production order, know the consumption of raw materials minute by minute, etc.
Likewise, the programming of the production in execution time, corrects the probable errors in which the ERP incurs because it does not know the current state of the lines when launching the MRP run.
9Can I view my factory from my smart phone?
Yes. The KPI Monitor web application allows you to see on a PC, a smart phone, a tablet, or any other electronic device with Chrome browser.